Wybrane aspekty standaryzacji jakości masła
Działaniem kierunkowym powinno być w tej sytuacji szersze wprowadzenie metod alternatywnych zakwaszania i aromatyzowania plazmy masła, zgodnie jednak z obowiązującymi przepisami. Dają one wiele korzyści, z których najważniejsze to:
- rozdzielenie procesów wytwarzania kwasu mlekowego i składników aromatycznych od procesu dojrzewania fizycznego, zwiększające możliwości optymalizacji cieplnej obróbki śmietanki w celu poprawy cech struktury i konsystencji masła;
- większa swoboda wyboru różnych typów zakwasów i związana z tym większa możliwość standaryzacji aromatu masła;
- ograniczenie nadmiernej lepkości śmietany utrudniającej jej przetłaczanie do urządzeń zmaślających w systemie ciągłym;
- zmniejszenie ryzyka wystąpienia zmian oksydacyjnych w maśle w wyniku obniżenia w nim zawartości miedzi;
- obniżenie ryzyka wystąpienia wad związanych z hydrolitycznym rozkładem tłuszczu mlekowego, w wyniku mniejszego przejścia wolnych kwasów tłuszczowych z surowca nieukwaszonego do produktu gotowego;
- możliwość uzyskania słodkiej maślanki i łatwiejszego jej zagospodarowania.
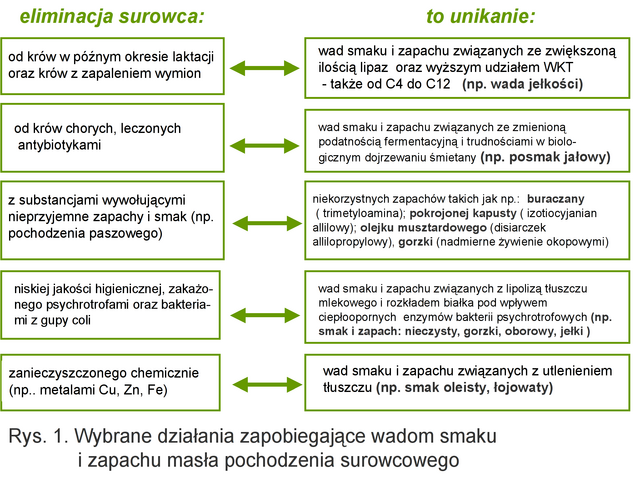
Prawidłowy przebieg procesu technologicznego wyrobu masła, a także jakość i trwałość produktu gotowego są zależne od wielu jeszcze innych czynników. Surowiec od krów wysoko cielnych, a także chorych (zapalenie wymion – mastitis) może wskutek niższej przeciętnej średnicy kuleczek tłuszczowych niekorzystnie wpływać na stopień odwirowania śmietanki, czas zmaślania i wydatek masła. W mleku od krów o wyższej mleczności może zachodzić łatwiejsze utlenianie się tłuszczu niż od krów o niższej mleczności. Surowiec od krów w późnym okresie laktacji, a także chorych może wykazywać również wysoką zawartość wolnych kwasów tłuszczowych (WKT), co sprzyjać może dalej pojawianiu się w produkcie gotowym wady jełkości. Do wzrostu zagrożenia lipolizą (indukowaną) może także niestety przyczyniać się czasem wprowadzanie postępu technologicznego. Zestawienie wybranych działań zapobiegających wadom smaku i zapachu masła pochodzenia surowcowego przedstawiono na rys.1.
Istotny wpływ na procesy fizjologiczne zachodzące wewnątrz wymienia, a także na regulację hormonalną tych procesów oraz zakres hydrolitycznego rozkładu tłuszczu mlekowego może wywierać sposób dojenia. Pobudzanie przemian lipolitycznych może wiązać się m.in. z wadliwą konstrukcją urządzeń do dojenia, a także z niewłaściwą ich eksploatacją.
Lipoliza mleka surowego może być również stymulowana przez zabieg pompowania. Negatywne oddziaływanie tego procesu potęguje równoczesne napowietrzanie strugi mleka w przewodach nabiałowych (przy ich nieszczelności). Dodatkową aktywację powodować może jeszcze przetłaczanie mleka przez długie odcinki rurociągów, szczególnie zaś pionowe ich fragmenty. Istotny wpływ na poziom WKT w mleku surowym przeznaczanym do produkcji masła wywiera również dłuższe jego przetrzymywanie w niskich temperaturach. Pobudzanie lipolizy może być również wywołane skokowymi zmianami temperatury.
Określony wpływ na zawartość wolnego tłuszczu i WKT może wywierać proces wirowania mleka. Z jednej bowiem strony oddziałuje on mechanicznie na kuleczki tłuszczowe powodując w nich określone zmiany destrukcyjne, głównie w ich otoczkach, czemu towarzyszy równolegle wzrost zawartości WKT. Z drugiej zaś, dochodzi w trakcie wirowania do rozdziału masy mleka pełnego na dwie części: śmietankę i mleko odtłuszczone. Wraz z wyższą niż w mleku koncentracją tłuszczu dochodzi w niej bowiem do większego stężenia WKT (9-10 krotnie, w przeliczeniu na produkt). Obserwuje się i pewne ubytki WKT. Stwierdzono np., że podczas wirowania mleka kwasy tłuszczowe o dłuższym łańcuchu w większości przechodzą do śmietanki, a kwasy tłuszczowe o krótszym łańcuchu, w tym i kwas masłowy, do mleka odtłuszczonego. Znaczne możliwości ograniczania wzrostu zawartości wolnego tłuszczu oraz zawartości WKT w śmietance daje zastosowanie wirówek odtłuszczających z łagodnym dopływem strumienia mleka (soft stream).