Walidacja czyszczenia: Walidacja zanieczyszczeń
Metody badawcze, kryteria akceptacji
Niezmiernie ważną sprawą jest uzgodnienie kryteriów akceptacji dla wszystkich testów jeszcze przed rozpoczęciem pierwszych badań walidacyjnych. Jasne zdefiniowanie i zatwierdzenie przez wszystkie zainteresowane strony (Zapewnienie Jakości, Dział Produkcji, dostawca urządzenia) zbioru reguł, kiedy test jest uważany za zakończony pomyślnie, a kiedy nie, pozwoli zapobiec ewentualnym późniejszym dyskusjom, czy system działa poprawnie, albo czy zostały spełnione wymagania kontraktu.
Protokół walidacji oprócz dokładnego opisu metodyki testów, liczby powtórzeń danych testów, powinien podawać mierzalne kryteria akceptacji dla badanych parametrów.
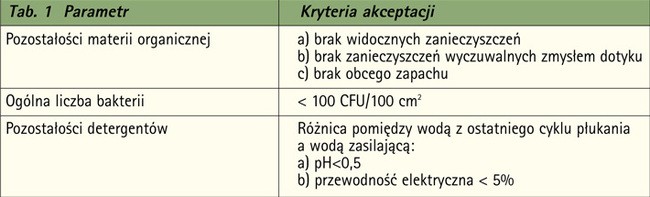
Podejście do walidacji oraz same kryteria akceptacji nieznacznie różnią się między przedsiębiorstwami, można jednak powiedzieć, że są one zbieżne z kryteriami podanymi w tabeli 1.
Chociaż ocena skuteczności czyszczenia za pomocą narządów zmysłu wydaje się oceną wysoce subiektywną, wieloletnie doświadczenia (w zakresie walidacji czyszczenia) firm farmaceutycznych i kosmetycznych, wskazują na wysoką skuteczność i wiarygodność ocen sensorycznych. Dane literaturowe mówią, że wizualna ocena pozostałości produktu na linii oferuje lepszą granicę wykrywalności niż wiele dostępnych technik instrumentalnych (pomiary mętności, techniki spektrofotometryczne, czy pomiary ATP). Bardzo ważne jest więc, aby docenić oceny sensoryczne i uczynić je ważnymi technikami oceny czystości linii.

Warto nadmienić, że urządzenia które nie mogą być łatwo zdemontowane, przy niewielkim dodatkowym koszcie można ocenić wykorzystując endoskop (niewielkiego rozmiaru kamerę, wraz ze źródłem światła). Endoskop może być z powodzeniem stosowany do oceny „drenowalności” urządzeń, chropowatości powierzchni, jakości wykonania spawów.
W badaniach walidacyjnych warto również zastanowić się nad przeprowadzeniem testów, w których dany element linii zostanie „wybrudzony” specjalnie przygotowaną mieszanką i następnie po procesie czyszczenia poddany ocenie wizualnej. Do takiego typu testów często wykorzystuje się na przykład margarynę lub jogurt z dodanym w dużej ilości barwnikiem (beta-karoten). Mieszanina taka może również zawierać substancje o właściwościach fluorescencyjnych – wówczas badanie pozostałości po czyszczeniu przeprowadza się w świetle ultrafioletowym.
Rozpatrując warte uwagi techniki do oceny stanu czystości linii po czyszczeniu, nie można pominąć badania opartego na pomiarze ATP. Metoda ta jest powszechnie stosowana podczas badań walidacyjnych, należy jednak pamiętać o jej istotnych ograniczeniach. W przypadku tej metody mierzony jest sygnał nie tylko wynikający z obecności na linii mikroorganizmów, ale również sygnał pochodzący z pozostałej po czyszczeniu materii organicznej. Wpływ na wynik pomiaru mogą mieć tu również pozostałości detergentu. Brak przy tej metodzie bezpośredniej zależności między wielkością mierzonego sygnału a liczbą mikroorganizmów, dlatego bardzo ważne jest przeprowadzenie przed właściwymi badaniami walidacyjnymi pewnych wstępnych badań, które pozwolą ustalić związek między wielkością mierzonego sygnału (RLU), a faktyczną liczbą mikroorganizmów na linii. Należy być świadomym tego, że w przypadku metody ATP granica wykrywalności wynosi około 1,4 x 10-14 mola ATP w próbce, co w przybliżeniu odpowiada liczbie 102-105 mikroorganizmów w próbce. Metoda jest więc bardziej adekwatna do oceny pozostałości produktu na linii niż szacowania liczby mikroorganizmów.