Ciała obce: Zagrożenia fizyczne. Jak zapobiegać? Jak wykrywać?
Systemy kontroli rentgenowskiej
Jeśli analiza zagrożeń HACCP wskazuje na to, że istnieje istotne ryzyko zanieczyszczenia produktu takimi materiałami jak tworzywa sztuczne, szkło lub kamienie, powinno się poważnie rozważyć opcję zainstalowania na linii systemu kontroli rentgenowskiej (ang. X-ray). Taki system powinien być również w pierwszej kolejności wzięty pod uwagę wszędzie tam, gdzie istnieje konieczność sprawdzania wyrobu na obecność metalu, a opakowanie zawiera aluminium.
Systemy rentgenowskie wykrywają zanieczyszczenia dzięki różnicy gęstości produktu i ciała obcego. Gdy zanieczyszczenie będzie miało gęstość wyższą niż produkt, pochłonie ono więcej promieni X niż produkt. Zmieniająca się intensywność promieni X odbieranych przez detektor umożliwia utworzenie obrazu rentgenowskiego naświetlanego produktu oraz wykrycie zanieczyszczenia. Prostym testem umożliwiającym sprawdzenie, czy dany rodzaj zanieczyszczenia będzie mógł być wykryty za pomocą promieni X, jest sprawdzenie czy obiekt tonie czy pływa w wodzie – jeśli tonie, istnieje duża szansa, że zostanie on wykryty tą techniką.
Długość oraz orientacja obiektu w przestrzeni nie mają znaczenia, jeśli jego średnica jest większa od czułości detektora. Systemy kontroli rentgenowskiej pokonują wiele ograniczeń jakie niesie ze sobą stosowanie detektorów metalu – dzięki promieniom X możemy wykrywać wiele zanieczyszczeń niebędących metalami, możemy wykrywać zanieczyszczenia metalowe przy mniejszej wrażliwości układu na rozmiar i orientację ciała obcego w przestrzeni. Jak każda z technik, również i kontrola rentgenowska ma swoje słabe punkty:
- Ciała obce o gęstości zbliżonej lub niższej od gęstości produktu będą bardzo trudne lub niemożliwe do wykrycia.
- W przypadku produktów niehomogenicznych (o różnej lokalnej gęstości), istnieje możliwość niewykrycia ciała obcego nawet o wysokiej gęstości, jeśli będzie ono ulokowane w obszarze produktu o niższej gęstości (problem ten zostaje w dużej mierze rozwiązany przez zastosowanie tzw. dynamicznej analizy danych)
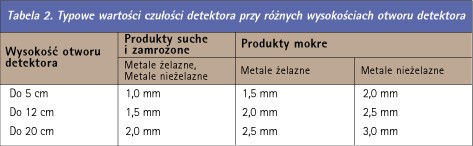
- W przypadku testowania produktów o większej grubości, więcej promieni jest pochłanianych przez sam produkt, co powoduje pogorszenie „kontrastu” otrzymanego obrazu i pogorszenie czułości detektora.
- Pewne znaczenie ma to, czy ciało obce znajduje się w środku produktu, czy też na jego powierzchni. Jeśli znajduje się na powierzchni, zwiększa się grubość naświetlanej warstwy, z konsekwencjami opisanymi powyżej.
- Za pomocą tej techniki trudno wykryć cząstki szkła w opakowaniu szklanym, zwłaszcza jeśli zanieczyszczenie znajduje się na dnie słoika/butelki lub w przestrzeni pod nakrętką (problem ten można wyeliminować stosując rentgeny o podwójnej wiązce, gdzie każda z wiązek skanuje obiekt pod innym kątem).
- Wciąż wysoki koszt urządzeń – systemy te są około 7-10-krotnie droższe niż systemy służące do detekcji metalu.
Musimy pamiętać, że aby wyeliminować możliwość przejścia przez punkt kontrolny produktu niezgodnego, musimy nie tylko dobrze panować nad samą detekcją zanieczyszczenia, ale również nad skutecznością odrzutu niezgodnego produktu. Ważna jest nie tylko dobra synchronizacja pracy detektora i mechanizmu odrzutu, ale również zapewnienie poprawnej pracy mechanizmu odrzutu we wszystkich prawdopodobnych warunkach produkcyjnych, np. niższe ciśnienie w instalacji sprężonego powietrza, przepełniony kosz na odrzucony produkt itp.
Nie zapominajmy, że integralną częścią tego systemu będzie również operator urządzenia. Często sprawdzajmy, czy przypadkiem źle ustawione parametry urządzenia lub normalna zmienność testowanego materiału nie powodują nadmiernego odrzucania produktu zgodnego – obecność fałszywych alarmów i pojawienie się dużej liczby odrzutów, powoduje u operatorów zmniejszenie zaufania do wskazań urządzenia. To z kolei zachęca do ignorowania ustalonych procedur postępowania z wyrobem niezgodnym. wania w sekcji przetrzymywania.
Na rynku wymienników ciepła stosuje się nowe rozwiązania uniemożliwiające mieszanie się dwóch stosowanych przy wymianie ciepła płynów (ze względu na nowy sposób uszczelnienia). Do produkcji trafiły również płytowe wymienniki ciepła w formie bezuszczelkowej (lutowane) o zwartej budowie.
Nowo projektowane urządzenia są coraz bardziej niezawodne, bezawaryjne i zautomatyzowane, co sprawia, że wysoka jakość dotycząca bezpieczeństwa mikrobiologicznego produktów jest powtarzalna.
Na potrzeby klienta, dodatkowym elementem będącym na wyposażeniu instalacji do pasteryzacji są specjalnie zaprojektowane serwery, które umożliwiają analizę procesów zarówno przez personel obsługujący dział aparatowni jak i zarządzający jakością.


