Hydrolizaty białek: Produkcja i zastosowanie enzymatycznych hydrolizatów białek mleka
W przemysłowej produkcji hydrolizatów z białek mleka najbardziej efektywne są techniki z wykorzystaniem filtracji membranowej (ultrafiltracji i nanofiltracji), ze względu na największą opłacalność. Procesy te umożliwiają sprawne otrzymywanie białek częściowo zhydrolizowanych. Schemat przemysłowego otrzymywania hydrolizatów białek mleka przedstawiono na rysunku. Na początku procesu białka są na ogół rozpuszczane w wodzie. W razie potrzeby poddaje się je dodatkowo obróbce wstępnej poprzez doprowadzenie do odpowiedniego pH (3,5-9,0) i temperatury (40-60°C), a następnie dodaje się enzym lub układy enzymów. Czasy hydrolizy wahają się od godziny do ponad 100 godzin. Niektórzy producenci stosują bakteriostatyczne lub bakteriobójcze środki konserwujące, zwłaszcza przy długim czasie hydrolizy, aby zapobiec zanieczyszczeniu mikrobiologicznemu. Środki konserwujące zostają usunięte lub odparowane podczas dalszej obróbki. Ich stosowanie jest starą praktyką, a obecnie istnieją lepsze alternatywy, tj. obróbka promieniami UV czy zastosowanie pulsacyjnego pola elektrycznego. Niektórzy producenci hydrolizatów białek eliminują środki bakteriostatyczne w wybranych procesach, skracając czas hydrolizy do 4 godzin lub stosując enzymy odporne na wysokie temperatury i niskie pH.
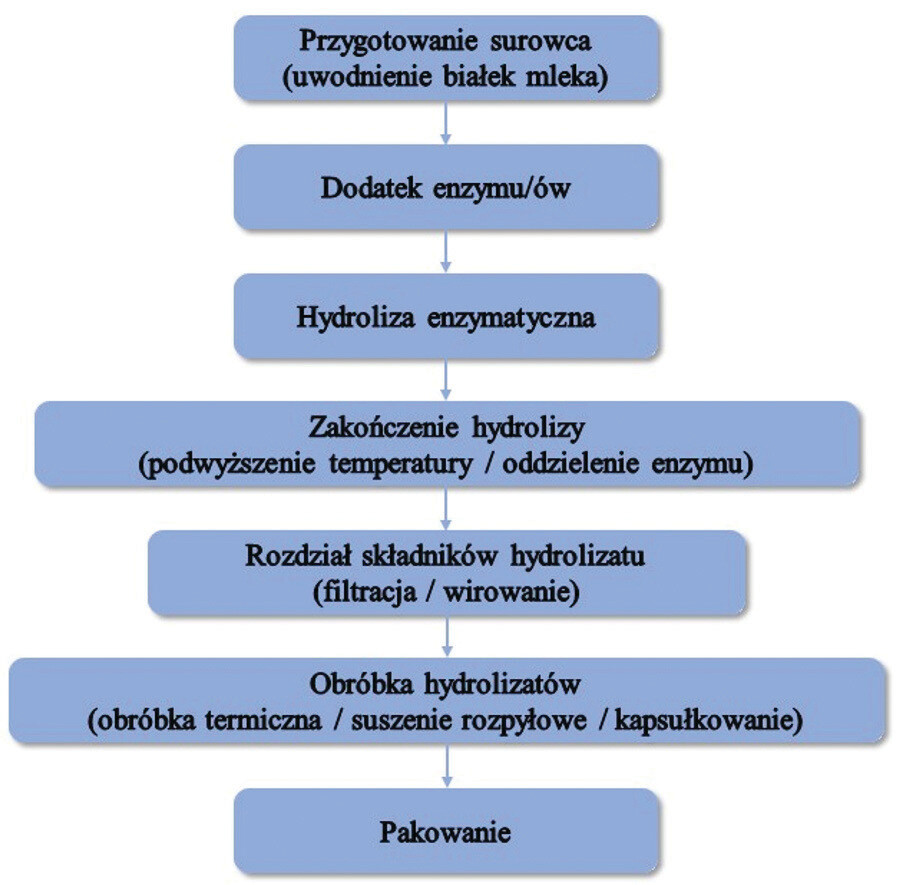
Przemysłowe otrzymywanie hydrolizatów białek mleka
Źródło: opracowanie własne
Stopień hydrolizy lub czas w reaktorze są monitorowane poprzez pobieranie próbek w trakcie procesu. Po osiągnięciu pożądanego stopnia hydrolizy proces zazwyczaj kończy się przez ogrzewanie do wyższych temperatur w celu dezaktywacji enzymu lub układów enzymatycznych. Następnie otrzymany produkt jest rozdzielany, głównie z wykorzystaniem procesów filtracji membranowej. W zależności od zastosowania końcowego, hydrolizat białka jest ogrzewany, odparowywany i suszony rozpyłowo lub przechodzi szereg dalszych procesów przetwarzania.
Zastosowanie dodatkowych etapów wymagane jest w produkcji bardziej specyficznych bioaktywnych peptydów. W ich wypadku konieczne jest wykorzystanie procesów specyficznego rozdziału mieszaniny, np. z zastosowaniem chromatografii. Są to jednak działania kosztowne i czasochłonne, dlatego wdrażanie tego procesu w skali przemysłowej jest ograniczone i nieekonomiczne dla przemysłu spożywczego. Tym samym brak opłacalnych ekonomicznie technologii produkcyjnych spowalnia rozwój produktów zawierających wyłącznie bioaktywne peptydy. W związku z tym nowe technologie oczyszczania w przemyśle spożywczym w mniejszym stopniu koncentrują się na produktach z czystymi bioaktywnymi peptydami wysokiej jakości, a bardziej na rozwoju opłacalnych technik wzbogacania hydrolizatów białek mleka w bioaktywne peptydy.
Wytwarzanie hydrolizatów białkowych ma pewne ograniczenia. Głównym z nich jest uwalnianie się gorzkich peptydów, które ograniczają wykorzystanie hydrolizatów w produkcji żywności. Gorycz przypisuje się uwalnianiu peptydów zawierających hydrofobowe reszty aminokwasowe, które charakteryzują się gorzkim smakiem. W porównaniu z kazeiną białka serwatkowe wykazują mniejszą gorycz po procesie hydrolizy ze względu na niską zawartość tego typu aminokwasów. Opracowywane są techniki usuwania gorzkich peptydów z hydrolizatów białkowych przy użyciu różnych matryc lub ekstrakcji, ale metody te mogą jednocześnie powodować utratę niektórych aminokwasów z hydrolizatów. Istotną rolę w powstawaniu goryczy mają warunki reakcji podczas przygotowywania hydrolizatów oraz rodzaj stosowanego enzymu. Według danych literaturowych w usuwaniu goryczy skuteczne może okazać się dodawanie podczas hydrolizy specyficznych enzymów (egzopeptydaz) pośredniczących w odłączaniu od łańcuchów peptydowych pojedynczych aminokwasów, które mogą odpowiadać za gorzki posmak. Gorycz w produktach spożywczych z dodatkiem hydrolizatów można również maskować poprzez dodanie fosforanów, niektórych aminokwasów (takich jak kwas asparaginowy i glutaminowy) czy substancji słodzących (np. sukralozy, fruktozy, sacharozy). Innym rozwiązaniem jest stosowanie procesu kapsułkowania hydrolizatów.

Pomimo kilku ograniczeń związanych z technologią produkcji hydrolizaty białek mleka znalazły szerokie zastosowanie w różnych gałęziach przemysłu, w tym w przemyśle spożywczym, biotechnologicznym, kosmetycznym i paszowym. W przemyśle spożywczym wykorzystywane są do produkcji żywności specjalistycznej, ale również jako dodatki do żywności (np. w formie emulgatorów). Zyskały popularność jako składnik wielu produktów spożywczych ze względu na swoje unikalne właściwości prozdrowotne. Wykazano, że spożywanie hydrolizatów białkowych skutkuje szybszym wchłanianiem aminokwasów w porównaniu z nienaruszonym białkiem lub mieszaniną wolnych aminokwasów. Hydrolizaty białkowe mogą również zawierać biologicznie aktywne peptydy, które wykazują kilka funkcji fizjologicznych, w tym właściwości przeciwnadciśnieniowe, łagodzące stres i wspomagające utratę masy ciała. Ponadto hydrolizaty białkowe charakteryzują się właściwościami hipoalergicznymi w porównaniu z białkami nienaruszonymi. Wysoka dostępność aminokwasów, obecność bioaktywnych peptydów i właściwości hipoalergiczne spowodowały włączenie hydrolizatów białkowych jako głównego składnika żywności specjalistycznej (suplementy diety dla osób starszych, środki do kontroli masy ciała, odżywki dla sportowców, preparaty dla niemowląt czy preparaty do leczenia klinicznego pacjentów cierpiących na zaburzenia trawienia, wchłaniania lub niedożywienie związane z nowotworami, urazami i oparzeniami). Zmodyfikowane hydrolizaty białkowe znalazły również zastosowanie w żywieniu osób z zaburzeniami metabolicznymi, takimi jak fenyloketonuria.
Hydrolizaty białek mleka są cenione w przemyśle spożywczym również ze względu na swoje właściwości funkcjonalne. Znajdują zastosowanie w produkcji serów podpuszczkowych i topionych, gdzie wykazują dobre właściwości emulgujące, a także poprawiają teksturę i topliwość. Stosowane są w produkcji wyrobów piekarniczych, gdzie ulepszają wiązanie wody, poprawiają miękkość i właściwości organoleptyczne. W mlecznych produktach fermentowanych dodatek hydrolizatów białek mleka korzystnie wpływa na przeżywalność probiotyków, skrócenie czasu krzepnięcia oraz właściwości organoleptyczne produktu końcowego.
W przemyśle biotechnologicznym hydrolizaty białkowe były od dawna stosowane jako składniki dostarczające azotu w pożywkach mikrobiologicznych. Obecnie są szeroko stosowane również w innych dziedzinach tego przemysłu, takich jak hodowle komórek zwierzęcych do produkcji przeciwciał, białek terapeutycznych i enzymów, hodowle rekombinowane do produkcji leków terapeutycznych i szczepionek, hodowle tkankowe, hodowle komórek roślinnych do różnych produktów końcowych czy specjalistyczne podłoża do hodowli genetycznie zmodyfikowanych mikroorganizmów. W przemyśle paszowym hydrolizaty białkowe stanowią dodatek do pasz umożliwiający dostarczanie produktów o ulepszonej jakości białka, zaś w przemyśle kosmetycznym są składnikami produktów poprawiających stan skóry i włosów.
Hydrolizaty białek mleka są bardzo ważnymi produktami wytwarzanymi w sektorze mleczarskim. Ich zastosowanie w wielu gałęziach przemysłu wpływa na stały rozwój technologii ich wytwarzania i przetwarzania. Przewiduje się, że w przyszłości największą uwagę będą skupiać prace rozwojowe związane z doskonaleniem rozdziału produktów hydrolizy, w tym peptydów bioaktywnych.
Przewidywany jest również wzrost wykorzystania enzymów pochodzenia roślinnego i mikrobiologicznego. Do tego celu konieczne jest jednak poszerzenie badań dotyczących wytypowania enzymów tego rodzaju, które będą charakteryzować się wysoką specyficznością. Ma to na celu otrzymanie hydrolizatów ze znormalizowanym składem i funkcjami. Rozwojowi będą podlegać również technologie rozdziału membranowego oraz zastosowanie mikrokapsułkowania i nanokapsułkowania produktów hydrolizy enzymatycznej.
Literatura:
- Abd El-Salam M., El-Shibny S., Preparation, properties and uses of enzymatic milk protein hydrolysates, „Critical Reviews in Food Science and Nutrition” 2017, 13, 57(6), s. 1119-1132.
- Bansal N., Bhandari B., Functional Milk Proteins: Production and Utilization Whey-Based Ingredients, [w:] P. McSweeney, J. O’Mahony (eds), Advanced Dairy Chemistry, Springer, New York 2016.
- Dullius A. i wsp., Whey protein hydrolysates as a source of bioactive peptides for functional foods – Biotechnological facilitation of industrial scale-up, „Journal of Functional Foods” 2018, 42, s. 58-74.
- Giroldi M., Encapsulation of dairy protein hydrolysates: Recent trends and future prospects, „Drying Technology” 2021, 39, s. 1513-1528.
- Korhonen H., Milk-derived bioactive peptides: From science to applications, „Journal of Fun-ctional Foods” 2009, 1, s. 177-187.
- Nongonierma A., FitzGerald R., Enhancing bioactive peptide release and identification using targeted enzymatic hydrolysis of milk proteins, „Analytical and Bioanalytical Chemistry” 2018, 410(15), s. 3407-3423.


