Nowości w higienizacji: Mycie enzymatyczne = Skuteczność

Jednym z elementów dbania o odpowiednią jakość i bezpieczeństwo jest właściwa higiena produkcji. Higiena produkcji to łączny efekt usytuowania i zaprojektowania zakładu (rozmieszczenie pomieszczeń i ciągów technologicznych), procesów higienizacyjnych oraz higieny personelu.
Celem każdego procesu higienizacyjnego jest zapewnienie powierzchni produkcyjnych wolnych od zanieczyszczeń – tj. pozostałości poprzednio produkowanych produktów, drobnoustrojów – w szczególności chorobotwórczych oraz alergenów i związków chemicznych mogących zanieczyszczać kolejne partie produkowanych wyrobów. Poprawnie przeprowadzony proces higienizacyjny składa się ze sprzątnięcia obszaru produkcji, spłukania mającego za zadanie usunąć pozostałości produkcyjne i duże zanieczyszczenia, następnie może występować mycie wstępne mające przygotować higienizowaną przestrzeń do mycia zasadniczego, mycie zasadnicze oraz może wystąpić jeszcze dezynfekcja. Po każdym etapie mycia następuje proces płukania. Ze względu na zanieczyszczenia, które mają być usuwane, skuteczność mycia oraz potencjalną możliwość mutacji drobnoustrojów klasyczny proces mycia zakłada stosowanie przemiennego (jeśli chodzi o pH) – mycia kwaśnego z zasadowym, gdzie w zależności od branży jedno z nich jest myciem codziennym, a drugie okresowym. Idealnie dla zapewnienia higienizacji w zakładzie jest, gdy przeznaczony jest na to stały czas w harmonogramie produkcyjnym – np. zawsze trzecia zmiana, przełom drugiej i trzeciej zmiany, „doszorowywanie” np. w weekendy i wtedy też czas np. na dodatkową dezynfekcję poprzez zamgławianie czy inną dezynfekcję gazową (ozonowanie).
W zakładzie produkującym wyroby z alergenami i bez przykłada się większą wagę do takich zabiegów higienizacyjnych, które po produkcji wyrobów z alergenami wytwarzają na tych samych liniach wyroby bez alergenu. Podobnie, gdy używane są barwniki, intensywne przyprawy (pieprz, papryka) co mogłoby skutkować naniesieniem tych pozostałości (smak, zapach, barwa) na kolejny wyrób produkowany na tej samej linii. Drugim powodem jest obecność w linii produkcyjnej biofilmu. Biofilm jest cienką warstwą tworzącą się na powierzchniach wilgotnych. Biofilm złożony jest z bakterii oraz polimerów organicznych zbudowanych z białek, węglowodanów, tłuszczów i składników mineralnych. Jest głównym środowiskiem bytowania dla bakterii w zakładzie produkcyjnym. Wewnątrz biofilmu występują dobre warunki do rozwoju drobnoustrojów, toteż namnażanie się ich jest szybsze niż poza biofilmem. Biofilm chroni tworzące go drobnoustroje przed działaniem środków myjących i dezynfekujących. Przez to biofilm jest stałym źródłem zakażeń, w związku z niekontrolowanym uwalnianiem mikroorganizmów do otoczenia.
Występowanie biofilmu w zakładzie może skutkować stratami ekonomicznymi z powodu wycofania czy zwrotu zanieczyszczonych produktów oraz utraty zaufania klientów i konsumentów do marki. Kolejne ryzyko to obniżenie – nie tylko bezpieczeństwa produktu, ale też jego – parametrów jakościowych, a przez to skrócenie terminu przydatności do spożycia. W zakładzie biofilm może wpływać na pogorszenie sprawności działania np. membran czy wymienników cieplnych, może też powodować biokorozję instalacji.
Biofilm jest to społeczność drobnoustrojów zamkniętych w ochronnej osłonie ich metabolitów pozakomórkowych w tym substancji polimerowych (EPS), lipopolisacharydów (LPS), a także osadów nieorganicznych, które znacząco wpływają na wzrost. Same organizmy żywe stanowią od 4 do 24% masy biofilmu. Biofilmy odpowiadają za biokorozję i biostarzenie powierzchni kolonizowanych. Infrastruktura biofilmu składa się z różnych kolonii bakteryjnych, EPS, kanałów przepływowych oraz bardzo skomplikowanych systemów komunikacji wewnętrznej. Pojedyncze bakterie tworzące biofilm mogą należeć do tego samego lub różnych gatunków. Również preferencje oddechowe mogą mieć różne – w jednym biofilmie mogą występować zarówno bakterie tlenowe jak i beztlenowe – umiejscawiają się tylko w różnych miejscach/częściach biofilmu, by zapewnić sobie dogodne warunki bytowania. Wraz z bakteriami, biofilmy mogą również tworzyć inne drobnoustroje, takie jak pierwotniaki, glony i grzyby które wspólnie tworzą wzajemne złożone środowisko (Yu J. at all, 2010).
Wyzwania związane z higienizacją dotyczą skutecznego mycia, co oznacza, że również uwolnienia powierzchni w zakładzie od biofilmu. Ze względu na skomplikowaną strukturę biofilmu same środki myjące mogą nie dawać skuteczności, ze względu na brak możliwości dotarcia do wnętrza biofilmu. Efektem jest zmniejszenie się „grzyba” biofilmu z powodu oderwania jego części i uwolnienia części komórek drobnoustrojów zawartych wewnątrz biofilmu, co umożliwia ich eliminację. Przy czym biofilm jako struktura nadal pozostaje i ma możliwość dalszego rozwoju i wzrostu. Szybkość usuwania biofilmu za pomocą zwykłego mycia, np. pianowego, zależna jest wprost od sił ścinających. Oznacza to, że im szybszy przepływ roztworu myjącego tym szanse na zerwanie części biofilmu są większe. Większość stosowanych prędkości przepływu w zakładach jest podobna do przepływu produktu lub stosowane są niższe prędkości. Spowolnienie wymusza też obecność w linii urządzeń kontrolno-pomiarowych. Oznacza to, że zazwyczaj sam przepływ nie jest skuteczny do usuwania biofilmu.
Co zatem ma zrobić zakład, w którym zdarzają się nieprawidłowości higieniczne w badaniach powierzchni, popłuczyn lub wyrobów? Taki zakład powinien zwrócić się do profesjonalnej firmy higienicznej, celem uzyskania dodatkowych informacji co do źródeł takich problemów i sugerowanych rozwiązań. Duzi dostawcy środków chemicznych zazwyczaj mają nie tylko osoby zajmujące się sprzedażą środków, ale doradców techniczno-higienicznych, czyli wyspecjalizowanych pracowników z doświadczeniem w usuwaniu problemów higienicznych oraz z szeroką wiedzą odnośnie do ryzyk i zagrożeń w poszczególnych branżach przemysłu spożywczego. Zwrócenie się do takiej firmy powinno skutkować wykonaniem audytu wstępnego, w czasie którego doradca sprawdzi techniczny stan instalacji do mycia, obecność biofilmów, stan higieniczny zakładu oraz kwestie higieniczno-sanitarne ogólnie. Kwestie techniczne to zdolność do przeprowadzenia zabiegów higienizacyjnych zgodnie z założeniami – sprawdzane są podłączenia, przyłączenia, moce silników i pomp oraz ich stan i rozmieszczenie, a także szczelność instalacji. Audyt higieniczny ma za zadanie odpowiedzieć na pytanie „co jest źródłem problemów”. Oczywiście powodem złych wyników badań produktów nie muszą być kwestie higieniczne tylko np. zanieczyszczenie surowców lub nieodpowiednie parametry produkcyjne. Często usunięcie tych dodatkowo wskazanych przyczyn poprawia skuteczność higienizacji zakładu.
Audyt pozwala na uświadomienie zakładowi ryzyk związanych z obecnością biofilmu. Dla tych zakładów, które już mają świadomość istnienia takich zagrożeń na powierzchniach, również okresowa kontrola jego obecności pozwala na weryfikację skuteczności mycia. Do skutecznego usuwania biofilmów stosuje się mycie enzymatyczne.
Większość słowników, leksykonów i encyklopedii definiuje enzymy jako cząsteczki białkowe. Jednak obecnie znaczenie tego słowa jest rozszerzane na biokatalizatory ogólnie, w tym katalizatory niebiałkowe. Enzymy są to katalizatory przyspieszające specyficzne reakcje chemiczne, czyli cząsteczki bez których reakcja albo w ogóle nie jest możliwa, albo zachodzi bardzo wolno. Enzymy są wysoce specyficzne wobec substratów i wobec tego dany enzym katalizuje zaledwie kilka reakcji spośród wielu możliwych dla danych substratów. W ten sposób enzymy determinują procesy metaboliczne i biochemiczne związane z funkcjonowaniem organizmów żywych. Powszechna jest szkolna wiedza i świadomość istnienia enzymów trawiennych. Dzięki nim jest możliwy proces trawienia spożytych pokarmów, który umożliwia rozkład złożonych substancji odżywczych na proste związki, które następnie mogą być wchłonięte w przewodzie pokarmowym. Jak wszystkie katalizatory, również enzymy nie zużywają się w trakcie przebiegu reakcji. Aktywność enzymatyczna może być zatrzymana lub obniżona przez inne cząsteczki – inhibitory. Wiele leków i trucizn jest inhibitorami enzymów. Z kolei aktywatory enzymatyczne to cząsteczki zwiększające aktywność enzymów. Ponadto aktywność enzymów zależy od parametrów fizykochemicznych środowiska reakcji, takich jak: temperatura, pH, siła jonowa, obecność niektórych jonów i innych.
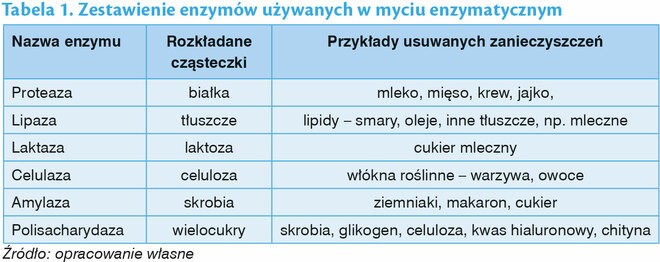
Zwykle nazwy enzymów pochodzą od substratów przetwarzanych w reakcji lub od samej reakcji przez nie obsługiwanych, do których dodaje się przyrostek -aza. Nazwy grup enzymów używanych w procesach higienizacyjnych podano w tabeli 1.
W celu uregulowania i ujednoznacznienia nazewnictwa enzymów, Komitet Nazewnictwa (ang. Nomenclature Committee) Międzynarodowej Unii Biochemii i Biologii Molekularnej (ang. International Union of Biochemistry and Molecular Biology) w latach 1956-1972 opracował dla nich nomenklaturę naukową – numer EC. Według niej, każdy enzym jest opisany przez ciąg czterech segmentów cyfr, oddzielonych od siebie kropką, poprzedzonych literami „EC” (Enzyme Commission lub Enzyme Catalogue): EC x.xx.xx.xx. Pierwsza cyfra dzieli enzymy, według mechanizmu reakcji przez nie katalizowanych, na siedem głównych klas, które pokazano w tabeli 2.
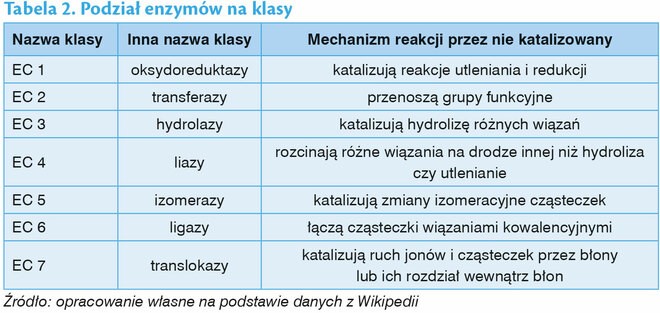
Następne liczby numeru EC oddzielone kropkami klasyfikują dany enzym odpowiednio do podklasy i podpodklasy, natomiast ostatnia liczba określa miejsce enzymu w podpodklasie. W nazewnictwie enzymów zaleca się stosowanie numeru EC, jednak dopuszcza się stosowanie nazw zwyczajowych, z przyrostkiem -aza, gdzie pierwszy człon określa reakcję, a drugi jej substrat, a także innych ogólnie przyjętych nazw roboczych i zwyczajowych, co także jest regulowane stosownymi zaleceniami.
Mycie enzymatyczne jest mniej więcej dwa razy droższe niż mycie standardowe, ze względu na wysoką specyficzność stosowanych enzymów. Dostawca środków do mycia enzymatycznego gwarantuje ich skuteczność, często też doradca towarzyszy przy aplikacji, by ustrzec się błędów i wesprzeć zakład. Celem mycia enzymatycznego jest usunięcie biofilmów. Mycie enzymatyczne powinno stosować się jako mycie okresowe, z częstotliwością zależną od ryzyk zakładu, wyników audytu higienicznego, wyników badań mikrobiologicznych oraz stosowanych metod i technik mycia. Okres ten może wynosić od tygodnia, poprzez miesiąc, raz na dwa miesiące, aż do kwartału, raz na 4 miesiące czy raz na pół roku. Większa częstotliwość zabiegów w roku wymagana jest tam, gdzie są wyższe wymagania mikrobiologiczne dla produktu (np. żywność dla niemowląt czy małych dzieci bądź wymagania klienta) lub/i wykonanie powierzchni kontaktujących się z produktem z materiałów, na których biofilm rośnie „chętniej”. Częściej takie mycie też wykonuje się w tych zakładach, w których większą wagę przykłada się do działań zapobiegawczych niż działań korygujących.
Wspomniany wcześniej audyt higieniczny wykonany przez dostawcę środków chemicznych powinien dać obraz i analizę sytuacji. Powinien też odpowiedzieć na pytania jakie są zagrożenia i zanieczyszczenia w zakładzie, w którym miejscu w zakładzie jest największy problem mający wpływ na bezpieczeństwo produktów, bo w jednym zakładzie w różnych miejscach mogą być różne przyczyny problemów higienicznych. W audycie uwzględnia się charakterystykę surowców, wytwarzane zanieczyszczenia – np. kamień czy przypalenia tłuszczu lub białka oraz jak wspominano wcześniej układ pomieszczeń i układ mycia. Do dobrze wykonanego zabiegu potrzebna jest otwarta współpraca przedstawicieli zakładu z dostawcą środków myjących. Zdarza się, że zakłady nie ujawniają wszystkich informacji, z powodu braku zaufania do doradcy/firmy/osoby, obawiając się ujawnienia czasem niepomyślnych informacji osobom postronnym lub konkurencji. Powoduje to, że doradca też nie do końca wie o tym, z czym będzie musiał się zmierzyć i z prawdziwymi źródłami problemów, które zazwyczaj pracownikom zakładów są znane. Po wykonaniu audytu przedstawiciel firmy myjącej omawia wyniki z klientem, po czym ustalany jest plan działań. Jak wspomniano należy usunąć problemy techniczne po stronie zakładu, a nie firmy myjącej. Często też omówienie wyników audytu jest szkoleniem uświadamiającym ryzyka i zagrożenia, a także istnienie biofilmu. Należy też uzgodnić z klientem docelowy i oczekiwany przez niego stan higieniczno-mikrobiologiczny zakładu.
Plan działań może zakładać zastosowanie mycia enzymatycznego jednorazowo lub ustanowienie okresowej procedury. Zanieczyszczenia są istotne, by odpowiednio dobrać enzymy. Jak wspomniano – nie są one uniwersalne, toteż spodziewając się zanieczyszczeń białkowych należy dobrać mycie z zastosowaniem proteaz, gdyż np. lipazy nie będą skuteczne. Należy mieć świadomość, że pierwsza aplikacja w zakładzie, w którym do tej pory taka procedura nie była wykonywana, do całkowitego usunięcie biofilmu może obejmować 3-5 powtórzeń z zastosowaniem enzymów, by uzyskać zamierzony i ustalony z zakładem efekt. O myciu enzymatycznym można myśleć używając porównań szkolnych, że jest to mycie „na szóstkę”. Nie zastąpi ono podstawowego mycia, ale może być skutecznym uzupełnieniem. Enzymy działają w synergii z środkami myjącymi. Zmywany w standardowym myciu „grzyb” biofilmu uwalnia tylko część drobnoustrojów w nim mieszkających, o czym wspomniano wcześniej. Zastosowanie enzymów do mycia powoduje oddziaływanie ich na biofilm poprzez niszczenie powiązań siatki polisacharydów EPS i LPS, co skutkuje zmniejszeniem warstwy biofilmu i daje możliwość dotarcia środków myjących do powierzchni, na której osadził się biofilm. Enzym przekształca substancje organiczne w małe rozpuszczalne w wodzie pozostałości w sposób nieodwracalny.
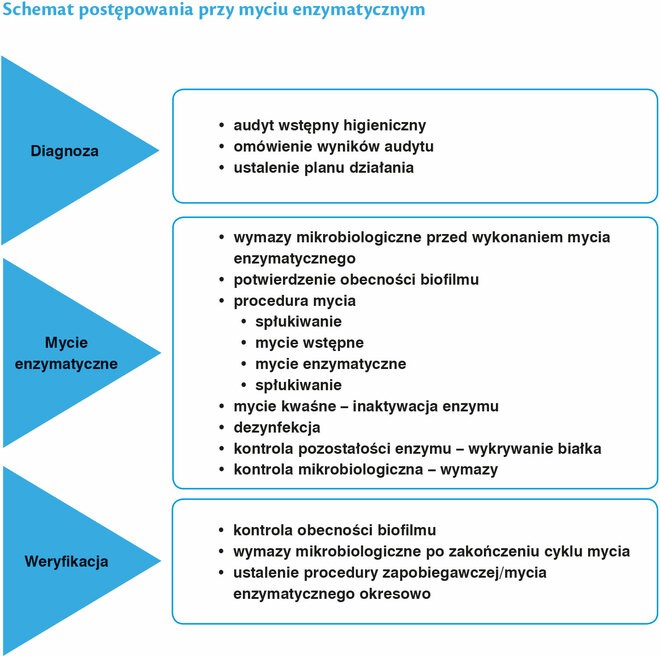
Decydując się na zastosowanie mycia enzymatycznego trzeba mieć świadomość gwałtownego uwolnienia zanieczyszczeń mikrobiologicznych do przestrzeni produkcyjnej ze względu na otworzenie ognisk zanieczyszczeń bytujących w biofilmie. Procedurę mycia enzymatycznego pokazano na schemacie.
Enzymów używa się do mycia w stężeniach od 0,05 do 3% – w zależności od preparatu, oraz problemu do rozwiązania. Idealna temperatura „pracy” enzymu to 45°C, a pH powinno być w zakresie 7-9. Do mycia dodaje się środki silnie zwilżające powierzchnie, by jak najbardziej ułatwić wnikanie i kontakt enzymu z zanieczyszczeniami, w tym z biofilmem.
Ze względu na to, że wykorzystywanie enzymów do skutecznego usuwania biofilmów jest stosunkowo nowe, wiele osób w zakładach spożywczych w Polsce nie ma świadomości istnienia takiej technologii. W Polsce jest 2-3 producentów enzymów do aplikacji higienicznych, a środki je zawierające oferują wszystkie największe firmy na rynku – m.in. Ecolab, Diversey, Sanechem. Różnice handlowe dotyczą zazwyczaj deklaracji dotyczących gwarantowania ilości enzymów w opakowaniu. Deklaracje takie podają producenci, którzy stabilizują enzymy, mogą gwarantować, że w czasie przechowywania ilość enzymów nie zmniejsza się. Można kupić mieszaninę enzymów lub roztwór je zawierający. Wielkość opakowań handlowych dostosowana jest do specyfiki środka, prognozowanej wielkości zużycia oraz możliwości finansowych kupującego (ile jest w stanie zapłacić za jedno opakowanie) i waha się od 200 ml do 20 l.
Nie ma alternatywy dla mycia enzymatycznego. Pozostawienie biofilmów „samym sobie” powoduje utratę kontroli nad utrzymaniem środowiska higienicznego w zakładzie. Skutkiem niepodjęcia mycia enzymatycznego będzie brak kontroli nad zanieczyszczeniami mikrobiologicznymi, gdyż wtedy „grzyb” biofilmu uwolni się w najmniej spodziewanym momencie i może dojść do uwolnienia zanieczyszczeń wpływających na produkt, co z kolei może skutkować nawet wycofaniem produktu z rynku i potencjalnymi karami za niezrealizowanie zamówień czy „puste półki”.
W obecnych czasach skuteczność procesu mycia staje się wyzwaniem, z dwóch powodów. Pierwszym z nich jest intensywność procesów produkcyjnych. Przy pracy zakładów przetwórczych na trzy zmiany pora mycia nie zawsze jest zdefiniowana i określona. Często mycie jest jednym z elementów przezbrajania linii do produkcji kolejnych wyrobów. Takie przezbrajanie ma tę wadę, że zakład dąży do maksymalnego skrócenia czasu mycia, gdyż często uważa się, że czas poświęcany na mycie jest czasem straconym. Konsekwencją jest to, że pracownicy ekip myjących bardziej płuczą urządzenia z widzialnych zanieczyszczeń, zamiast przeprowadzić proces mycia prawidłowo.
Zalety stosowania mycia enzymatycznego:
- możliwość doczyszczenia zakładu,
- działanie prewencyjne zapobiegające tworzeniu się kolejnych biofilmów,
- pozwala zmniejszyć docelowo koszty mycia i eksploatacji zakładu ze względu na skuteczniejsze działanie mniejszych stężeń środków myjących i brak ich agresywnego działania na infrastrukturę zakładu klasycznych środków myjących,
- enzymy ze względu na neutralne pH są bezpieczne dla pracowników i materiałów, z których zbudowany jest zakład – nie powodują korozji jak środki żrące,
- brak negatywnego oddziaływania na środowisko, gdyż enzymy to są białka. Inaktywacja i stosowanie w niskich stężeniach roboczych powoduje, że nie są problemem zaburzającym pracę np. oczyszczalni ścieków. Zaletą też jest to, że enzymy sa łatwe w dezaktywacji – wystarczy wpłynąć na strukturę białka – doprowadzić do denaturacji, co jest realizowane poprzez mycie kwaśne kończące cykl mycia.
Wady stosowania mycia enzymatycznego:
- wysoki koszt, który trzeba umieć wytłumaczyć zarządzającym budżetem,
- przejściowo dochodzi do pogorszenia stanu mikrobiologicznego produkcji i produktu, na co zakład musi zostać przygotowany przez doradcę. Należy przewidzieć wtedy procedurę awaryjną dla wyrobów produkowanych w okresie po myciu enzymatycznym, kiedy dochodzi do wypłukiwania zanieczyszczeń mikrobiologicznych z oderwanych fragmentów biofilmu. Może też dojść wtedy do przekroczenia dopuszczalnych poziomów bakterii, w tym chorobotwórczych – np. Listeria spp.


