Pasteryzacja i sterylizacja w produkcji mleka i nabiału

Jednym z nadrzędnych celów producentów żywności jest dostarczanie konsumentom produktów w pełni bezpiecznych i wysokiej jakości. Nieprawidłowe zabezpieczenie żywności może doprowadzić nie tylko do negatywnych zmian w cechach jakościowych i wykluczenia ze sprzedaży, ale również może stanowić bezpośrednie zagrożenie dla zdrowia konsumenta. Główne zagrożenia związane z bezpieczeństwem żywności można podzielić na biologiczne (w tym mikrobiologiczne), chemiczne i fizyczne.
Mleko stanowi dobre środowisko dla rozwoju wielu mikroorganizmów m.in. ze względu na sprzyjający skład chemiczny (obecność laktozy i substancji azotowych) oraz kwasowość (pH około 6,6-6,7). Źródłem zanieczyszczenia mleka mogą być m.in. nieprawidłowa higiena doju i produkcji, a także nieprawidłowe warunki przechowywania i dystrybucji produktów spożywczych.
W mleku surowym możemy znaleźć wiele drobnoustrojów w tym m.in. drobnoustroje kwaszące, psychrotrofowe, ciepłooporne i przetrwalnikujące. Bakterie kwaszące to głównie paciorkowce mlekowe (np. Lactococcus lactis), rozwijające się w temperaturze 20-30°C. Mają zdolność do ukwaszania mleka na drodze fermentacji laktozy. Schłodzenie mleka poniżej temperatury 10°C skutecznie hamuje ich rozwój. Bakterie psychrotrofowe są zdolne do rozwoju w temperaturach chłodniczych. Ich rozwój nie doprowadza do ukwaszania mleka, ale wytwarzają one enzymy rozkładające białka (proteazy) i tłuszcze (lipazy), więc ich działalność obniża przydatność technologiczną mleka i ma negatywny wpływ na smak i zapach produktów. Do bakterii psychrotrofowych zaliczamy m.in. bakterie z rodzaju Microbacterium, Micrococcus, Pseudomonas, Escherichia, Enterobacter i Klebsiella. Bakterie ciepłooporne są zdolne do przeżycia podczas ogrzewania w temperaturze 68°C przez 30 minut. Do tych bakterii należą m.in. bakterie z rodzajów Microbacterium, Micrococcus, Bacillus, Clostridium, Enterococcus, Streptococcus. Wśród bakterii ciepłoopornych obecne są również bakterie przetrwalnikujące – głównie z rodzaju Bacillus (np. B. subtilis, B. cereus) oraz Clostridium (np. C. butyricum, C. perfingens). Komórki wegetatywne tych bakterii są niszczone podczas obróbki cieplnej, jednak wytwarzają przetrwalniki, które mogą przetrwać ogrzewanie poniżej 100°C, a następnie rozwijać się w mleku. W produktach mleczarskich mogą również występować bakterie chorobotwórcze np. Mycobacterium tuberculosis, Clostridium perfingens, Staphylococcus aureus, Listeria monocytogenes, Escherichia coli, Salmonella enteritidis, Campylobacter jejuni i Pseudomonas aeruginosa.
Bardzo istotne jest ograniczenie do minimum obecności przetrwalników w mleku surowym. Możliwe jest to dzięki rygorystycznym wymaganiom dotyczącym higieny udoju, transportu i przetwarzania mleka.
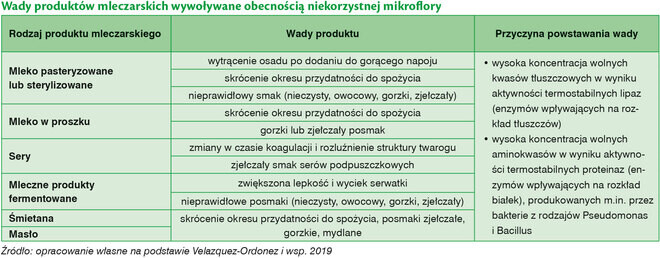
Aby zapewnić bezpieczeństwo konsumentom mleka i produktów mleczarskich konieczne jest pozbycie się niekorzystnej mikroflory mleka. Cel ten osiąga się przede wszystkim poprzez zastosowanie obróbki cieplnej – głównie w formie pasteryzacji lub sterylizacji. Zastosowanie podwyższonej temperatury pozwala na otrzymanie produktu bezpiecznego, o przedłużonym terminie przydatności do spożycia. Obróbka termiczna jest jednym z najważniejszych etapów procesu produkcyjnego i jej kontrola wpływa na jakość i bezpieczeństwo otrzymywanego produktu. Parametry obróbki cieplnej powinny być tak dobrane, aby zapewnić wyeliminowanie mikroorganizmów szkodliwych, przy jednoczesnej minimalizacji zmian chemicznych, fizycznych i organoleptycznych. Nieprawidłowo dobrane parametry obróbki termicznej, niska jakość surowego mleka oraz zakażenia popasteryzacyjne mogą doprowadzić do rozwoju szkodliwej mikroflory, co bezpośrednio wpływa na jakość produktu. W tabeli przedstawiono wady mleka i produktów mleczarskich, wywołane rozwojem niekorzystnych drobnoustrojów.
Pasteryzacja
Obok chłodzenia obróbka cieplna jest jednym z najważniejszych procesów w przetwórstwie mleka. Jednym z obowiązkowych etapów przetwarzania większości produktów mlecznych jest pasteryzacja. Proces ten polega na ogrzewaniu mleka do temperatury poniżej 100°C, w czasie koniecznym do zniszczenia drobnoustrojów chorobotwórczych oraz drobnoustrojów powodujących psucie się mleka. Pasteryzuje się głównie mleko pełne, mleko odtłuszczone, śmietanę i śmietankę, a także mleko przeznaczone do wyrobu napojów mlecznych niefermentowanych, mlecznych produktów fermentowanych, a także serów podpuszczkowych i kwasowych.
Temperatura i czas pasteryzacji to bardzo ważne czynniki, które są regulowane prawnie. Według Rozporządzenia Komisji (WE) nr 1662/2006 z dnia 6.11.2006 r. zmieniającego rozporządzenie (WE) nr 853/2004 Parlamentu Europejskiego i Rady ustanawiające szczególne przepisy dotyczące higieny w odniesieniu do żywności pochodzenia zwierzęcego pasteryzację przeprowadza się za pomocą obróbki, polegającej na stosowaniu:
- wysokiej temperatury w krótkim przedziale czasowym (co najmniej 72°C przez 15 sekund);
- niskiej temperatury w długim przedziale czasowym (co najmniej 63°C przez 30 minut) lub
- innej kombinacji warunków czasowych i termicznych, w celu uzyskania równoważnego rezultatu,
tak, aby bezpośrednio po takiej obróbce produkty wykazywały, w stosownych przypadkach, ujemną reakcję w badaniu na obecność fosfatazy alkalicznej.
W przemysłowej produkcji mleka wykorzystywane są głównie dwa rodzaje pasteryzacji:
- pasteryzacja łagodna (HTST – ang. High Temperature Short Time), prowadzona w temperaturze 72-75°C przez 15-25 sekund;
- pasteryzacja wysoka (VHT – ang. Very High Temperature), prowadzona w temperaturze 80-90°C przez 2-25 sekund.
Wcześniej stosowana była również pasteryzacja niska długotrwała (LTLT – ang. – Low Temperature Long Time), prowadzona w temperaturze 62-65°C przez 20-40 minut. Obecnie pasteryzacja LTLT stosowana jest bardzo rzadko, głównie w małych zakładach przetwórczych. Najczęściej w warunkach przemysłowych stosowana jest pasteryzacja wysoka. Proces ten prowadzony jest w pasteryzatorach płytowych w przepływie. Mleko ogrzewane jest przeponowo, tj. za pośrednictwem metalowej ścianki oddzielającej ciecz od czynnika grzejnego. Czynnikiem grzejnym jest gorąca woda lub para.

Obróbka cieplna musi gwarantować znaczną redukcję mikroorganizmów i zniszczenie bakterii chorobotwórczych (m.in. Escherichia coli, Salmonella spp., L. monocytogenes, Campylobacter jejuni, Staphylococcus aureus). Skuteczność pasteryzacji zależy głównie od jakości mleka surowego, prawidłowości i parametrów pasteryzacji oraz charakterystyki surowca (m.in. pH, zawartości tłuszczu). Pasteryzacja niszczy mikroflorę chorobotwórczą i 99-99,9% mikroflory saprofitycznej. Po procesie pasteryzacji w mleku pozostają przetrwalniki bakterii (np. z rodzaju Bacillus), a także część mikrokoków i mikrobakterii. Okres przydatności do spożycia mleka pasteryzowanego w dużym stopniu zależy od jakości mleka surowego. Jeśli poddajemy pasteryzacji mleko wysokiej jakości, które przetwarzane jest w higienicznych warunkach to okres przydatności do spożycia takiego mleka wynosi kilkanaście dni w temperaturze
Enzymy naturalnie występujące w mleku charakteryzują się różną stabilnością termiczną, co wykorzystuje się do sprawdzania skuteczności procesu pasteryzacji. Największe znaczenie ma enzym fosfataza alkaliczna (ALP – ang. alkaline phosphatase). Jest to enzym naturalnie występujący w mleku, który wykazuje nieco większą odporność na wysoką temperaturę niż Mycobacterium tuberculosis – najbardziej ciepłooporna, nieprzetrwalnikująca, patogenna bakteria występująca w surowym mleku.
Parametry pasteryzacji HTST zapewniają inaktywację fosfatazy alkalicznej. Badanie aktywności enzymatycznej ALP stało się rutynową kontrolą skuteczności pasteryzacji. W mleku pasteryzowanym aktywność tego enzymu nie może być wyższa niż 350 mU/l. Drugim istotnym enzymem wykorzystywanym do kontroli procesu pasteryzacji jest laktoperoksydaza. Jest to enzym, który ulega inaktywacji dopiero w temperaturze 80°C przez 15 sekund. W mleku poddanym pasteryzacji HTST laktoperoksydaza jest obecna, zaś w mleku poddanym pasteryzacji VHT nie wykazuje się już jej obecności. W związku z tym badanie obecności tego enzymu wykorzystuje się do rozróżnienia mleka pasteryzowanego metodą HTST od mleka pasteryzowanego w wysokiej temperaturze.
Rozwój przetrwalników w pasteryzowanym mleku może doprowadzić do pogorszenia jakości produktu w wyniku produkcji enzymów rozkładających białka i tłuszcze. Należy zwrócić również szczególną uwagę na higienę przetwórstwa i pakowania mleka po procesie pasteryzacji ze względu na możliwość jego reinfekcji, np. poprzez bakterie psychrotrofowe. Bakterie te, oprócz zdolności do wzrostu i namnażania się w niskich temperaturach, mają zdolność do wytwarzania stabilnych termicznie enzymów. Ich rozwój powoduje zmiany w smaku produktu, koagulację białek i zwiększenie stężenia wolnych kwasów tłuszczowych i aminokwasów. Wpływa to negatywnie na jakość produktu i powoduje powstawanie nieprzyjemnych posmaków.
Pasteryzacja nie zmienia w sposób istotny podstawowego składu i profilu kwasów tłuszczowych w surowym mleku. Proces ten może w małym stopniu modyfikować strukturę białek mleka, ale zmiany te są związane z ich funkcjonalnymi właściwościami tj. jak rozpuszczalność i zdolność emulgowania, zaś nie mają istotnego wpływu na ich strawność i właściwości odżywcze. Ponadto obróbka cieplna nie ma istotnego wpływu na biodostępność wapnia. Pasteryzacja może spowodować niewielkie straty witamin rozpuszczalnych w wodzie (np. witamin B1, B6, B9, B12, C w zakresie 1-20%), ale nie ma wpływu na stężenie witamin rozpuszczalnych w tłuszczach, takich jak witaminy A, D, E i K. Pasteryzacja może spowodować 7-10% straty witaminy B12, jednak nawet przy takich stratach, mleko pasteryzowane wciąż pozostaje cennym źródłem tej witaminy.
Sterylizacja
To proces polegający na ogrzewaniu mleka do temperaturze powyżej 100°C w określonym czasie. Zabieg ten niszczy zarówno formy wegetatywne drobnoustrojów, jak i ich przetrwalniki. Mleko sterylizowane można przechowywać w temperaturze pokojowej przez okres około 6 miesięcy. Podczas sterylizacji stosowane jest wysokie ciśnienie, aby zapobiec zagotowaniu mleka w temperaturze przetwarzania. Sterylizację przeprowadza się maszynach zamkniętych, aby mleko nie stykało się z otaczającym powietrzem. Do sterylizacji mleka stosowane są autoklawy (przy sterylizacji w opakowaniu) lub urządzenia do ciągłej sterylizacji. Wyróżniamy dwie główne metody sterylizacji:
- konwencjonalną, w której pakowanie odbywa się przed obróbką cieplną. Obróbka cieplna przebiega zwykle w temperaturze 105-110°C w czasie 30-45 min;
- UHT (ang. ultra-high temperaturę) lub aseptyczną, w której pakowanie odbywa się po obróbce cieplnej. Przetwarzanie odbywa się w temperaturze 135-150°C w czasie 1-20 sekund. Po procesie produkt pakowany jest aseptycznie.
Na rynku najczęściej stosuje się obróbkę UHT, ponieważ jej zastosowanie w znacznie mniejszym stopniu niż standardowa sterylizacja wpływa na powstawanie zmian chemicznych w mleku. Produktami dostępnymi na rynku, które zostają poddane procesowi sterylizacji są m.in. mleko UHT, śmietanka UHT i sterylizowane mleko zagęszczone niesłodzone.

Mleko poddawane wysokiej obróbce cieplnej musi być bardzo dobrej jakości. Mleko nie nadaje się do sterylizacji, jeśli ma pH
Wykazując w mleku inaktywację ALP mamy pewność, że zostały również zniszczone drobnoustroje chorobotwórcze, a więc proces pasteryzacji został przeprowadzony poprawnie.
Według Rozporządzenie Komisji (WE) nr 1662/2006 ultrawysoką temperaturę (UHT) przeprowadza się za pomocą obróbki:
- obejmującej ciągły przepływ ciepła o wysokiej temperaturze w krótkim przedziale czasowym (nie mniej niż 135°C w połączeniu z odpowiednim czasem utrzymywania się), tak aby w produkcie, który został poddany obróbce i jest przechowywany w zamkniętym aseptycznym pojemniku w temperaturze otoczenia, nie występowały zdolne do przeżycia mikroorganizmy lub przetrwalniki zdolne do wzrostu; oraz
- wystarczającej do zagwarantowania, że produkty zachowują stabilność mikrobiologiczną po inkubacji przez 15 dni w temperaturze 30°C w zamkniętych pojemnikach lub przez 7 dni w temperaturze 55°C w zamkniętych pojemnikach, lub po zastosowaniu innej metody wykazującej, że przeprowadzono odpowiednią obróbkę cieplną.
Parametry te wynikają z faktu, że w 30°C mogą rozwinąć się bakterie mezofilne, zaś w 55°C termofilne. Badając mleko pod tym względem po określonym czasie inkubacji mleko poddaje się ocenie organoleptycznej, analizie mikrobiologicznej i próbie alkoholowej.
O efektywności procesu sterylizacji decydują głównie temperatura i czas jej stosowania oraz odporność cieplna mikroorganizmów obecnych w mleku. Inne czynniki, takie jak skład produktu, lepkość, jednorodność i pH również będą miały wpływ na skuteczność sterylizacji.
Proces sterylizacji ma za zadanie doprowadzenie mleka do tzw. „sterylności handlowej”. Produkt taki jest wolny od mikroorganizmów, które rosną w panujących warunkach. W mleku najbardziej odporne na ciepło są przetrwalniki bakterii, ponieważ ich odporność na ciepło jest znacznie wyższa niż drobnoustrojów wegetatywnych. W związku z tym proces sterylizacji kieruje się przede wszystkim w kierunku dezaktywacji przetrwalników – głównie Clostridium botulinum i Bacillus subtilis. Przetrwalniki bakterii Bacillus subtilis lub Bacillus stearothermophilus są zwykle używane jako organizmy testowe do określenia efektu sterylizacji. Proces sterylizacji musi być zaprojektowany w taki sposób, aby zminimalizować ryzyko zepsucia się produktu przed spożyciem przez konsumenta lub ryzyko obecności aktywnych mikroorganizmy chorobotwórczych. Śmiertelny wpływ na przetrwalniki bakterii zaczyna się w temperaturze około 115°C i rośnie bardzo szybko, wraz ze wzrostem temperatury.

W mleku pod wpływem wysokiej temperatury mogą zachodzić zmiany organoleptyczne wynikające z pojawiania się produktów zachodzących reakcji chemicznych. Może się to objawiać np. brązowieniem i występowaniem posmaków gotowania. Ważne jest, aby wybrać odpowiednią kombinację temperatury i czasu sterylizacji tak, aby ograniczyć niekorzystne zmiany w mleku do minimum. Na przestrzeni lat technologia sterylizacji ewoluowała na tyle, że pozwala otrzymać mleko o właściwościach sensorycznych, których prawie nie da się odróżnić od mleka pasteryzowanego. W wyniku sterylizacji, podobnie jak w przypadku pasteryzacji, nie obserwuje się zmian w jakości i zawartości tłuszczu, laktozy oraz składników mineralnych. Dochodzi natomiast do niewielkich zmian w białkach i witaminach. Białka mleka ulegają denaturacji, co jednocześnie nie oznacza obniżenia ich wartości żywieniowej i biologicznej. Podczas sterylizacji stabilność zachowują witaminy rozpuszczalne w tłuszczach (A, D, E i K). Niektóre witaminy rozpuszczalne w wodzie (np. kwas foliowy, wit. B1, B2, B6, B12 i C) ulegają degradacji w czasie procesu sterylizacji, jednak w niewielkim stopniu. Może dochodzić do obniżenia ich zawartości w zakresie 10-30%.
Mleko i przetwory mleczne stwarzają bardzo dobre warunki do rozwoju różnego typu mikroorganizmów. Skuteczność w kontroli tych mikroorganizmów jest krytycznym wyzwaniem dla przemysłu mleczarskiego. Zagrożenia mikrobiologiczne związane ze spożywaniem mleka surowego można znacznie zmniejszyć lub całkowicie wyeliminować poprzez obróbkę cieplną. Dobór odpowiedniego rodzaju oraz parametrów obróbki termicznej pozwala na otrzymanie produktu bezpiecznego i wysokiej jakości. Rozwijająca się technologia pasteryzacji i sterylizacji wpływa na ciągłą poprawę ich efektywności i ograniczenie negatywnego wpływu obróbki termicznej na jakość mleka. Dzięki temu konsumenci otrzymują produkty bezpieczne, o walorach sensorycznych zbliżonych do mleka niepoddawanego obróbce termicznej.
Literatura:
- Biuletyn Międzynarodowej Federacji Mleczarskiej 496/2019.
- http://www.dairyprocessinghandbook.com
- Rola J. i wsp. Jak wykazać skuteczność pasteryzacji mleka i produktów mlecznych? Życie Weterynaryjne 2012, 87(12), 1032-1034.
- Rozporządzenie Komisji (WE) nr 1662/2006 z dnia 6 listopada 2006 r. zmieniające rozporządzenie (WE) nr 853/2004 Parlamentu Europejskiego i Rady ustanawiające szczególne przepisy dotyczące higieny w odniesieniu do żywności pochodzenia zwierzęcego
- Świątek M., Śliwiński M. Analiza biochemicznych wskaźników obróbki termicznej mleka i produktów mleczarskich. Innowacyjne Mleczarstwo 2016, 4 (1), 7-15.
- Velazquez-Ordonez V. i wsp. Microbial Contamination in Milk Quality and Health Risk of the Consumers of Raw Milk and Dairy Products. Nutrition in Health and Disease - Our Challenges Now and Forthcoming Time 2019.

