Wyparki: Wyparki w przemyśle mleczarskim

Przemysł mleczarski obfituje w produkty, których smaki niejednokrotnie przechodzą z pokolenia na pokolenie. Jednym z tradycyjnych smaków, które zapisały się w pamięci niejednej osoby jest smak mleka zagęszczonego, zazwyczaj słodkiego. Mleko zagęszczone dodawane bezpośrednio na przykład do kawy łagodzi jej smak, a z kolei podgrzewane kilka godzin (aż do osiągnięcia postaci skarmelizowanej) stanowi wspaniałą bazę do przygotowywania ciast świątecznych, tj. mazurki wielkanocne czy ciasta z orzechami. Mleko zagęszczone stało się pewnego rodzaju niszowym produktem tradycyjnym, który można znaleźć na półkach polskich sklepów.
Aby osiągnąć taką gęstą postać produktu niezbędne jest przeprowadzenie procesu zagęszczania w wyparkach. Mleko zagęszczone jest to produkt, który otrzymuje się w wyniku procesu częściowego odparowania wody z mleka pełnego, z mleka odtłuszczonego, z mleka częściowo odtłuszczonego bądź z mieszaniny tych surowców. Dopuszczalny jest także dodatek śmietanki lub mleka w proszku. W przypadku dodawania mleka w proszku należy pamiętać o tym, że jego dodatek nie może przekroczyć w produktach gotowych 25% całkowitej suchej masy. Surowiec – mleko – podlega 2,5-krotnemu, a nawet 4-krotnemu zagęszczeniu. Instalacje wyparne umożliwiają wytwarzanie zagęszczonego mleka niesłodzonego bądź słodzonego.
W przypadku mleka zagęszczonego niesłodzonego, oprócz hermetycznego zamknięcia, konieczne jest dodatkowe utrwalenie produktu, poprzez obróbkę cieplną, w procesie sterylizacji, UHT. Z kolei mleko zagęszczone słodzone cukrem (sacharozą) z powodu niskiej zawartości wody, wynoszącej około 27,5% oraz wysokiego stężenia cukru nie ulega zepsuciu mikrobiologicznemu, zatem nie jest konieczne poddawanie produktu procesowi sterylizacji. Utrwalenie produktu zachodzi w wyniku wysokiego stężenia cukru w produkcie. Taki sposób utrwalania żywności zaliczany jest do fizycznych metod utrwalania z wykorzystaniem substancji zwiększających ciśnienie osmotyczne. Możliwe jest także wyprodukowanie wielu wariantów mleka zagęszczonego. Na rynku można znaleźć mleko zagęszczone wzbogacone witaminami, minerałami czy dodatkami smakowymi, takimi jak np. kakao, kawa, wanilia, syrop owocowy.

W przypadku dodatkowego ogrzania mleka zagęszczonego powstaje masa kajmakowa, karmelowa znana także jako masa krówkowa stanowiąca bezpośrednie nadzienie do ciast, tortów, babeczek, naleśników, wafli, lodów, a nawet do bezpośredniego smarowania pieczywa. Produkty te są uwielbiane nie tylko przez dzieci, ale także przez dorosłych. Niekwestionowanym pionierem na rynku mleka zagęszczonego jest niewątpliwie mleczarnia Gostyń (SM). Mleko zagęszczone niesłodzone powinno spełniać szereg warunków dotyczących jakości produktu i handlowania nim. Zawartość tłuszczu powinna wynosić: nie mniej niż 15% w przypadku mleka zagęszczonego pełnotłustego; nie mniej niż 7,5% w przypadku mleka zagęszczonego; nie mniej niż 1%, ale poniżej 7,5%, w przypadku mleka zagęszczonego częściowo odtłuszczonego; nie więcej niż 1% w przypadku mleka zagęszczonego odtłuszczonego. Jeśli chodzi o zawartość całkowitej suchej masy mleka to nie powinna być ona mniejsza niż 26,5% w przypadku mleka zagęszczonego pełnotłustego; nie mniejsza niż 25% w mleku zagęszczonym; nie mniejsza niż 20% w mleku zagęszczonym częściowo odtłuszczonym i w mleku zagęszczonym odtłuszczonym.
Jeśli chodzi o mleko zagęszczone słodzone, które zawiera cukier (w postaci dodatku sacharozy), taki jak: cukier biały, półbiały bądź rafinowany, to również powinno spełniać ono określone wymagania w zakresie jakości handlowej. Zawartość tłuszczu w takim produkcie nie powinna być mniejsza niż 8% w przypadku mleka zagęszczonego słodzonego. Zawartość tłuszczu w przypadku mleka zagęszczonego słodzonego powinna być nie mniejsza niż 1%, a w mleku częściowo odtłuszczonym mniejsza od 8%. Nie więcej niż 1% powinna wynosić zawartość tłuszczu w przypadku mleka zagęszczonego odtłuszczonego słodzonego. W przypadku mleka zagęszczonego słodzonego zawartość suchej masy mleka powinna być nie mniejsza niż 28%. Mleko zagęszczone częściowo odtłuszczone słodzone nie powinno zawierać mniej niż 24% całkowitej suchej masy mleka. W przypadku mleka zagęszczonego odtłuszczonego słodzonego zawartość całkowitej suchej masy mleka nie powinna być mniejsza niż 24%. W procesie technologicznym mleka zagęszczonego słodzonego dopuszcza się dodawanie laktozy w ilości nieprzekraczającej 0,03% masy w stosunku do produktu gotowego.
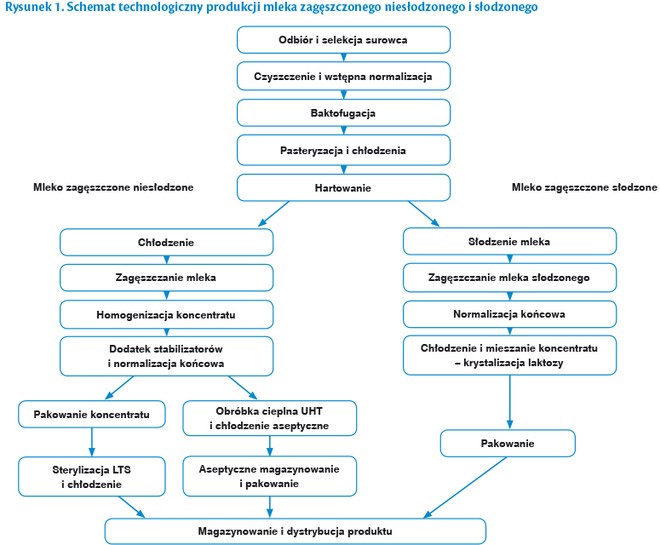
Proces produkcji zagęszczonego mleka niesłodzonego obejmuje takie czynności jak: oczyszczanie i oziębianie mleka; normalizacja zawartości tłuszczu; ogrzewanie wstępne mleka w celu zniszczenia drobnoustrojów i enzymów, odgazowania i zahartowania mleka; zagęszczanie mleka w wyparkach próżniowych w temperaturze 55-60°C; homogenizację mleka zagęszczonego; oziębianie; rozlew do opakowań; sterylizacja. Proces produkcji mleka zagęszczonego słodzonego przebiega w początkowej fazie podobnie jak produkcja mleka zagęszczonego niesłodzonego. W zasadzie różnica występuje po etapie hartowania mleka. W przypadku mleka zagęszczonego słodzonego występuje dodatkowy krok, który polega na słodzeniu mleka słodkim syropem o stężeniu sacharozy około 70-80%. Następnie mleko zagęszcza się, przeprowadza normalizację końcową, chłodzi i miesza koncentrat wraz z krystalizacją laktozy. Zagęszczone mleko słodzone rozlewa się do opakowań, magazynuje i dystrybuuje.
Produkt jest dostępny na rynku w różnych opakowaniach. Dostępne jest mleko zagęszczone w puszce, kartoniku z zakrętką albo w tubie, do bezpośredniego spożycia. Opakowaniami jednostkowymi do przechowywania mleka zagęszczonego słodzonego i niesłodzonego, z dodatkami są puszki z blachy białej, tuby aluminiowe, słoje do artykułów spożywczych, inne opakowania dopuszczone przez resort zdrowia do pakowania mleka zagęszczonego słodzonego.

Mleko zagęszczone powinno być przechowywane w magazynach suchych, czystych, z klimatyzacją. Temperatura przechowywania nie powinna przekraczać 18°C. Aby zapobiec podstojowi tłuszczu i wytrącaniu się osadu soli (cytrynianu wapnia, fosforanu wapniowego i fosforanu magnezowego), puszki powinny być odwracane, przynajmniej dwa razy w miesiącu. Przy zapewnieniu powyższych warunków przechowywania okresy przechowywania dla poszczególnych opakowań są następujące: mleko zagęszczone słodzone i niesłodzone w puszkach hermetycznych klasa I – 9 miesięcy, klasa II – 4 miesiące; mleko zagęszczone słodzone i niesłodzone w innych opakowaniach klasa I – 4 miesiące, klasa II – 2 miesiące; mleko zagęszczone słodzone w opakowaniach szklanych klasa I – 6 tygodni, klasa II – 4 tygodnie. Zgodnie z wytycznymi z Polskich Norm zagęszczone mleko niesłodzone przechowywane w puszkach w temperaturze 18°C nadaje się do spożycia przez około 9 miesięcy.
W przypadku, gdy surowiec do produkcji mleka zagęszczonego niesłodzonego lub słodzonego zostanie nieodpowiednio przygotowany bądź nie będą przestrzegane wytyczne dotyczące parametrów procesu technologicznego – może dojść do wystąpienia wad fizykochemicznych. Niepożądane zmiany w produkcie gotowym, oprócz zmiany barwy wskutek nieenzymatycznego brązowienia to: nadmierne gęstnienie, żelifikacja mleka, a także podstój tłuszczu lub wytrącanie się osadu z soli mineralnych i białek. Nie powinny występować zmiany smakowo-zapachowe, będące wynikiem odstępstwa od norm produktu. W przypadku mleka zagęszczonego słodzonego do wad produktu zalicza się także mączystość, piaszczystość produktu wynikłą z postępującego wykrystalizowywania laktozy, a w przypadku magazynowania w temperaturze poniżej 5°C również występowanie dużych kryształów sacharozy.

Proces zagęszczania prowadzi się na stacji wyparnej. Stacja ta może pracować w dwóch trybach: okresowym bądź ciągłym. Na stację wyparną składa się szereg połączonych ze sobą rurociągami korpusów. Mogą one pracować w trzech układach wyznaczających kierunek przepływu strumieni wymieniających ciepło: współprądowym, przeciwprądowym bądź mieszanym. Najkorzystniejszym rozwiązaniem jest zastosowanie przeciwprądu, gdyż wymiana ciepła zachodzi szybciej. Zasadą jest jak najlepsze wykorzystanie energii. Cel ten realizuje się poprzez odzyskiwanie ciepła i minimalizowanie jego strat. W jednym miejscu instalacji dochodzi do ogrzewania surowca, a w innym do jego ochłodzenia. Wielokrotne wykorzystanie ciepła zachodzi w wyparkach wielodziałowych. Działy stanowią aparaty wyparne. Kolejny dział – aparat wyparny – ogrzewa się oparami, które wychodzą z poprzedniego aparatu, wykorzystując przy tym zależność temperatury wrzenia od ciśnienia oraz od stężenia substancji rozpuszczonej. Para wtórna z poprzedniego działu jest zatem wykorzystywana jako para grzejna w dziale następnym. Należy zaznaczyć, że para świeża doprowadzana jest tylko do pierwszego aparatu wyparnego – pierwszego działu wyparki. W celu utrzymania odpowiedniej różnicy temperatur pomiędzy parą grzejną a wrzącym roztworem w poszczególnych aparatach wyparnych tworzących następne działy roztwór doprowadzany jest do wrzenia pod niższym ciśnieniem niż w dziale poprzednim. W efekcie (patrząc na całość instalacji) zastosowanie działów pozwala na znaczne oszczędności, w postaci zmniejszenia zużycia energii cieplnej niezbędnej do odparowania każdego kilograma wody z roztworu.
Stosowanym rozwiązaniem konstrukcyjnym jest budowa wyparki z pionowymi, długimi rurkami, z komorami grzejną i parową. W komorze grzejnej znajdują się rurki o długości około 5 metrów i średnicy np. 33 mm. Z komory oparowej odprowadzane są opary. Woda odparowuje z cienkiej warstwy wrzącego mleka, które spływa po wewnętrznych ściankach rurek komory grzejnej. Rurki są ogrzewane z zewnątrz parą pochodzącą z poprzedniego działu. Proces odparowywania rozpuszczalnika – wody – podczas zatężania roztworów w wyparkach z rurkowymi elementami grzejnymi odbywa się z powierzchni tworzących się pęcherzyków pary wytwarzających się w całej objętości wrzącego roztworu – mleka. Powstawanie takich pęcherzyków pary powoduje lokalną, miejscową zmianę średniej gęstości roztworu wrzącego. Z kolei zmiana gęstości wywołuje naturalny ruch cyrkulacyjny roztworu poddawanego zagęszczaniu w wyparce. Dlatego też ważne jest, aby dochodziło do odparowania z cienkiej warstwy – błonki – roztworu wrzącego. Powstawanie cienkiej warstwy uzyskiwane jest za pomocą wyparek opadowych.
Projektowanie stacji wyparnej wiąże się z bardzo dużą liczbą obliczeń projektowych, bilansowych itp. Nierzadko inżynierowie korzystają z programów komputerowych przyspieszających obliczenia, dzięki czemu mogą skupić się na jak najbardziej korzystnym rozwiązaniu projektowym dostosowanym do potrzeb danego klienta, modernizując na przykład istniejące instalacje. Na rynku swoje usługi w zakresie aparatów wyparnych oferują takie firmy jak Polska Grupa Inżynieryjna (PGI), Milk Hydrosan, GEA Group lub B&P Engineering. Zasada działania wielostopniowej wyparki do produkcji koncentratów jest powszechnie znana. Prawdziwe wyzwanie stanowią szczegóły konstrukcji, stosowane metody sterowania lub minimalizacja zużycia energii na jednostkę produktu końcowego. Koszt energii doprowadzanej do procesu odparowania, w którym źródłem ciepła jest wytwarzana w kotle parowym para nasycona, jest ważnym elementem składowym całkowitych kosztów produkcji. Przy właściwej eksploatacji urządzeń, sterowanych przez najnowsze osiągnięcia nowoczesnej automatyki, możliwe jest minimalizowanie zużycia energii i kosztów związanych z prowadzeniem i utrzymaniem procesu. Zautomatyzowanie procesu wpływa na wzrost szybkości produkcji jako takiej. Właściwie dobrana automatyka wspomagająca działanie, kontrolowanie i sterowanie procesem wielostopniowego odparowywania stanowi przy tym jeden z kluczowych elementów ograniczenia zużycia energii, a także powodzenia całego procesu.
Skuteczne sterowanie procesem wymaga uwzględnienia dynamicznych zmian parametrów otoczenia, surowca, produktu. Automatyzacja procesu pracy wyparki wielodziałowej ma zasadniczo kilka zadań, a do najważniejszych zaliczyć można zapewnienie możliwie jak najdłuższej pracy ciągłej wyparki. Osiągnąć można to między innymi poprzez odpowiednią i szybką reakcję na zmiany parametrów zewnętrznych – otoczenia – i wewnętrznych – prowadzonego procesu technologicznego. Należy przy tym mieć na uwadze wpływ na procesy wymiany ciepła i masy stopniowego zanieczyszczania powierzchni wymiany ciepła. Ponadto ważnym zadaniem jest również upłynnienie regulacji wydajności ciągłej pomiędzy, założonymi jeszcze na etapie projektowania, wartościami wydajności minimalnej i maksymalnej.
Nie wolno zapomnieć o jednej z podstawowych funkcji zautomatyzowania procesu, niezmiernie ważnej z punktu widzenia bezpieczeństwa prowadzonych czynności. Mowa o możliwie natychmiastowym informowaniu osób obsługujących instalację o niewłaściwej pracy urządzeń, awariach i wszelkich zagrożeniach, mających negatywne skutki i powodujących nie tylko przerwanie ciągłości całego procesu, ale także mogących przyczynić się do bezpośredniego zagrożenia dla człowieka. Niewątpliwie przy wdrażaniu jakiegokolwiek projektu do rzeczywistości przemysłowej zdrowy rozsądek i logiczne myślenie są nieodzowne. Ponadto, niezwykle pomocne w pracy z instalacją wyparną jest intuicyjne, stosunkowo proste, komfortowe obsługiwanie programu. Wszystko to razem stanowi ważny aspekt pracy produkcji na dużą skalę.
Omawiając produkcję mleka zagęszczonego niesłodzonego nie sposób nie wspomnieć o innych możliwych kierunkach wykorzystania zagęszczonego mleka, niż tylko bezpośrednia dystrybucja na rynku gotowego produktu w różnych wariantach. Przeprowadzono badania nad stosowaniem zagęszczonego wyparnie mleka do produkcji twarogu kwasowego. Jak się okazało, twaróg kwasowy wyprodukowany w ten sposób stanowi dobre źródło wapnia i białka, co potwierdza się w badaniach i analizach składu produktu. Dzięki technice możliwe staje się osiąganie nowych rozwiązań czy też udoskonalanie już tych istniejących. W rezultacie przekłada się to na wielowymiarowe korzyści produkcyjne, ekonomiczne lub zdrowotne. Niewątpliwie przemysł mleczarski jest pełen wyzwań zarówno technologicznych jak i technicznych czy ekonomicznych, z którymi na co dzień mierzą się specjaliści.


