Homogenizatory w mleczarstwie
Podstawy teoretyczne
Zadaniem homogenizacji jest otrzymanie jednorodnego produktu. Głównym efektem procesu homogenizacji jest rozerwanie kuleczek tłuszczowych i powstanie mniejszych, które minimalizują efekt podstoju tłuszczu. Homogenizacja została wynaleziona 112 lat temu przez Augusta Gaulina.
Mleko krowie zawiera około 4% tłuszczu, które występuje w formie rozproszonych kuleczek zamkniętych w otoczkach tłuszczowych. Rozmiar takich kuleczek wynosi nawet poniżej 1 µm, zaś średnia wartość oscyluje w granicach 3-4 µm. Tłuszcz mlekowy wykazuje niższą gęstość niż serum mleka, dlatego też ma tendencje do formowania warstewki śmietanki na powierzchni mleka.
Podstawanie tłuszczu w mleku opisane jest prawem Stokesa, gdzie prędkość (v) unoszenia kuleczek może być wyrażona jako:
gdzie p = rozmiar cząsteczek
Oznacza to, że wraz ze wzrostem średnicy kuleczek tłuszczowych, rośnie szybkość ich podstoju. Kuleczki tłuszczowe o średnicy mniejszej niż 1 µm pozostają w stanie zawieszenia.
Obecne w mleku surowym krioglobuliny (przeciwciała) wspomagają aglomerację kuleczek tłuszczowych i przyspieszają podstój. Krioglobuliny podczas procesu pasteryzacji ulegają denaturacji.
Zasada homogenizacji
Proces homogenizacji tłuszczu mlekowego jest zabiegiem mechanicznym, podczas którego mleko przetłaczane jest przez wąską szczelinę przy bardzo dużej prędkości. Główna zasada homogenizacji polega na powstaniu warunków, w których następuje rozerwanie, po czym utrzymanie nowych kuleczek tłuszczowych w stanie dyspersji i uzyskanie w tym momencie „nowych” otoczek kuleczek tłuszczowych na granicy fazy tłuszczowej i serum mleka.
Takie warunki powstają w wyniku kombinacji następujących czynników:
- Naprężenia ścinające, wskutek, których następuje efekt ścinania poprzez przepływ mleka przez urządzenie homogenizujące z prędkością 200-300 m/s przez szczelinę o rozmiarze ok. 100 µm.
- Turbulencje, wskutek, których powstają „mikrowiry” przemieszczające się w mleku z dużą prędkością. Gdy wir napotka kuleczkę tłuszczową następuje jej rozerwanie. Ta teoria wyjaśnia w jaki sposób zmiany ciśnienia podczas homogenizacji wpływają na jej efekt.
- Kawitacja, w wyniku której pęcherzyki pary implodują tworząc falę uderzeniową, która rozbija kropelkę tłuszczu. Do homogenizacji dochodzi wtedy, gdy w cieczy tworzą się wolne przestrzenie i powstaje w nich ciśnienie zwrotne.
- dczas procesu homogenizacji zachodzi kilka procesów jednocześnie:
- zmniejszony zostaje rozmiar średnicy kuleczek tłuszczowych z 4 µm do około 1 µm, zaś międzyfazowa powierzchnia tłuszcz/plazma jest powiększona od 4 do 6 razy
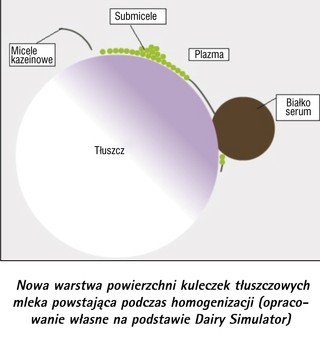
- utworzone kuleczki tłuszczowe tracą swoją pierwotną otoczkę i tworzą się powierzchnie stanowiące mieszaninę białek zaadsorbowanych z fazy plazmy mleka
- nowo powstałe kuleczki tłuszczowe często kolidują ze sobą i jeśli nie zostanie zaadsorbowana właściwa ilość białek na kuleczkach, może nastąpić ponowne ich łączenie.
Koncentracja i stan fizyczny fazy tłuszczowej w momencie homogenizacji, oraz ciśnienie homogenizacji są głównymi czynnikami decydującymi o rozmiarze i dyspersji powstających kuleczek tłuszczowych. Ciśnienie homogenizacji jest jednak czynnikiem najważniejszym.